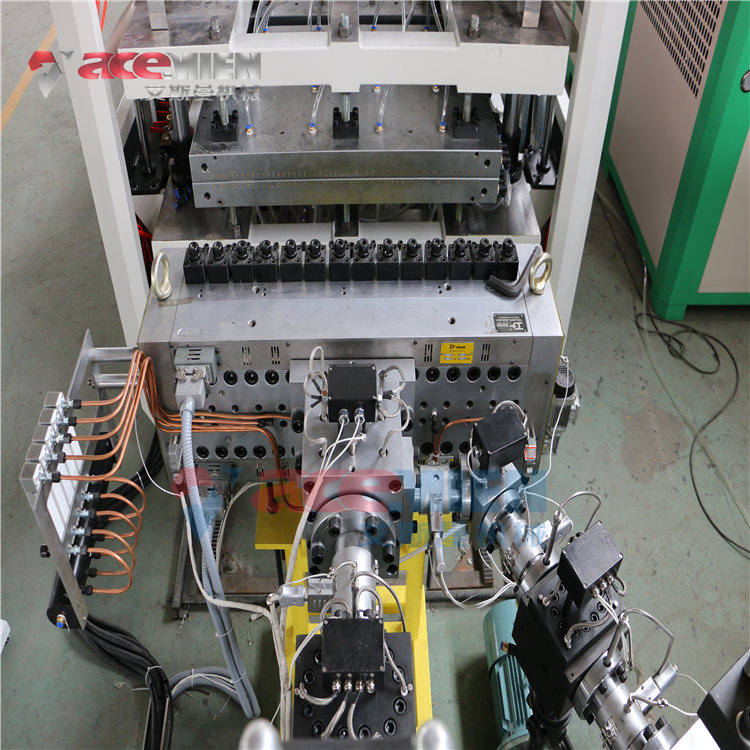
主電機西門子貝得
接觸器正泰
斷路器正泰
變頻器海利普
溫度控制PLC
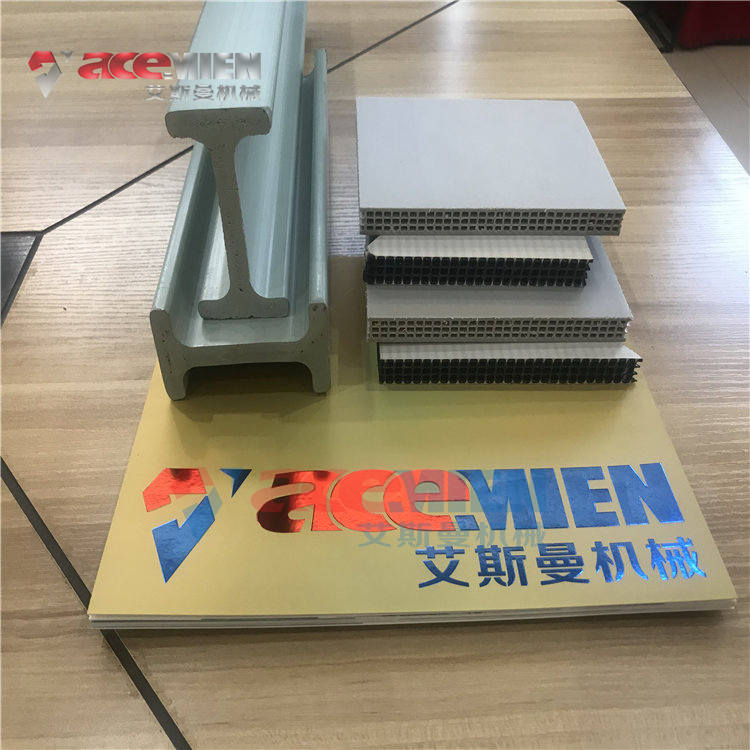
塑料建筑模板機器工藝流程:
PP顆粒原料→擠出機(塑化)→模具→定型臺→定型模→冷卻料架→縱向切割→牽引→橫切→機械手收料→成品
至螺桿前端的熔料,由于受噴嘴的阻力而產生反螺桿螺紋推壓力,隨著螺桿推動熔料前移量的增加,則產生的這個熔料反推壓力也逐漸增加,當這個反推壓力大于油缸活塞對螺桿的推力和摩擦阻力時(這個阻力即是螺桿的背壓力),螺桿開始后退、同時開始料斗的加料計量。螺桿后退的距離大小由一次成型注塑制品的注射料量來決定。

塑料中空板用原料按一次成型塑料制品的用料量,由料斗加入到注塑機的機筒內、轉動的螺桿推動原料前移,與此同時原料筒外部的加熱。

牽引機:牽引機分布有第yi組和第er組。第yi組牽引機為大功率、大減速比、多輥式,其低速動轉性能優良,牽引力大,能同步均勻的將板材從真空定型臺中牽引出。第二組牽引機配合去制品應力。另配有切邊裝置 pvc中空格子板設備,確保板材有效寬度和邊緣質量。
傳動系統傳動系統的作用是驅動螺桿,供應螺桿在擠出過程中所需要的力矩和轉速,通常由電念頭、減速器和軸承等組成。
建筑模板生產線低溫下使用不開裂,兩款產品制造技術成熟,各項使用標準達到模板使用要求。
http://m.centralasia.com.cn